


六角法兰面螺母采用35K盘条经退火拉丝后冷镦而成。冷镦工序检验时,发现在冷镦过程中大量螺母的法兰面有开裂现象。
试验过程与结果
故障螺母开裂均发生在法兰面处,单个螺母的裂口数量不一,Zui多达3条,开裂故障件形貌见图16-1、图16-2。
 图16-1 开裂螺母形貌 图16-2 开裂螺母形貌
图16-1 开裂螺母形貌 图16-2 开裂螺母形貌
采用光谱法对开裂螺母进行化学成分分析,分析结果,化学成分符合《JIS G3507-1-2005》标准35K材料的要求。
裂纹附近表面和裂纹开口处金相检查
对开裂螺母裂纹附近表面和裂纹开口处切取试样,制成金相试样经4%硝酸酒精溶液浸蚀后进行观察。
螺母开裂裂纹由六方面表面向螺母中心区域扩展,裂纹附近表层组织发现有较严重的脱碳,全脱碳层深度为0.20mm,总脱碳层深度为0.30mm,见图16-3。
而在裂纹开口位置的表层组织也有脱碳;在螺母裂纹开口处的起源位置,可以观察到一个大尺寸铁素体晶粒,图16-4。
对开裂螺母使用的原材料进行金相检查,开裂螺母使用的原材料,为经拉丝后经退火的原材料,原材料表面有严重脱碳,在脱碳层的金相组织中也可以观察到有许多大尺寸晶粒存在,图16-5。
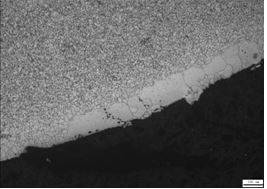
图16-5 退火线材表层脱碳组织
分析与讨论
该螺母冷镦变形量大,因此,要求
螺母的原材料表面质量和强度必须满足螺母冷镦变形要求。如果螺母的原材料表面质量和强度,达不到螺母的冷镦变形要求,则在冷镦过程中螺母就会产生开裂。
螺母原材料直径为14mm,经拉丝后退火,由于线材退火工艺不当,在退火过程中造成脱碳,金相检查时反映出线材表面显微组织有严重脱碳现象。
对开裂螺母裂纹附近表面和裂纹开口处金相组织进行检查,发现裂纹由六方表面向螺母中心区域扩展,并有分叉现象,而在裂纹开口位置和裂纹附近表层组织中均发现表面层有较严重的脱碳,全脱碳层深度为0.20mm,总脱碳层深度为0.30mm。
参照《JIS G 3507-1:2005》标准要求,直径14mm冷镦钢原材料的的总脱碳深度不允许超过0.15mm,全脱碳层深度不允许超过0.20mm。
法兰面螺母的冷镦开裂均发生在法兰面处,越靠近法兰面外沿,裂纹的开口越大,说明裂纹起源于法兰面的Zui外沿处,并逐步向螺母中心区域扩展,Zui终形成开口型裂纹。
由于采用的原材料表面有严重的脱碳层,脱碳层中有粗大的铁素体晶粒,使材料表层的强度降低,在冷镦变形时,法兰外沿处材料在充满模具前受到三向应力作用,即内部材料向外延展产生的挤压力,法兰外沿处的材料在延展时受到很大的切向应力作用。当材料变形达到极限时,大尺寸铁素体晶粒处强度较低易优先发生裂纹,变形过程中于法兰面的外沿处裂纹扩展而撕裂开口。
六角法兰面螺母冷镦时法兰面变形较大,螺母的原材料表面脱碳超标以及表层大尺寸铁素体晶粒的存在,导致六角法兰面螺母冷镦时,在变形较大的法兰面开裂。
结论与启示
(1)由于螺母的原材料表面脱碳超标以及表层大尺寸铁素体晶粒的存在,六角法兰面螺母冷镦时法兰面变形较大,导致六角法兰面螺母冷镦时变形较大的法兰面开裂。
(2)原材料拉丝后退火时,要掌握好退火工艺,退火操作过程一定要严格执行工艺,防止产生脱碳。
(3)建议原材料拉丝退火后增加金相脱碳检查。











